Manuela Bernay - mbe[email protected]u.ar
TRATAMIENTOS TÉRMICOS Y CURVAS TTT
Un adecuado tratamiento térmico o proceso térmico resulta muy efectivo para alterar las propiedades
mecánicas de un metal. En efecto, el uso de los tratamientos térmicos en las aleaciones comerciales
constituye una excelente práctica común.
Endurecimiento del acero
El proceso de endurecimiento del acero consiste en el calentamiento del metal de manera uniforme a la
temperatura correcta (ver figura de temperaturas para endurecido de metales) y luego enfriarlo con agua,
aceite, aire o en una cámara refrigerada. El endurecimiento produce una estructura granular fina que
aumenta la resistencia a la tracción (tensión) y disminuye la ductilidad. El acero al carbono para
herramientas se puede endurecer al calentarse hasta su temperatura crítica, la cual se adquiere
aproximadamente entre los 790 y 830 °C, lo cual se identifica cuando el metal adquiere el color rojo cereza
brillante. Cuando se calienta el acero, la perlita se combina con la ferrita, lo que produce una estructura de
grano fino llamada austenita. Cuando se enfría la austenita de manera brusca con agua, aceite o aire, se
transforma en martensita, material que es muy duro y frágil.
Temple y revenido
Después que se ha endurecido el acero es muy quebradizo o frágil lo que impide su manejo pues se rompe
con el mínimo golpe debido a la tensión interior generada por el proceso de endurecimiento. Para
contrarrestar la fragilidad se recomienda el temple del acero (en algunos textos a este proceso se le llama
revenido y al endurecido temple). Este proceso hace más tenaz y menos quebradizo el acero aunque pierde
algo de dureza. El proceso consiste en limpiar la pieza con un abrasivo para luego calentarla hasta la
temperatura adecuada, para después enfriarla a la intemperie en el mismo medio que se utilizó para
endurecerla.
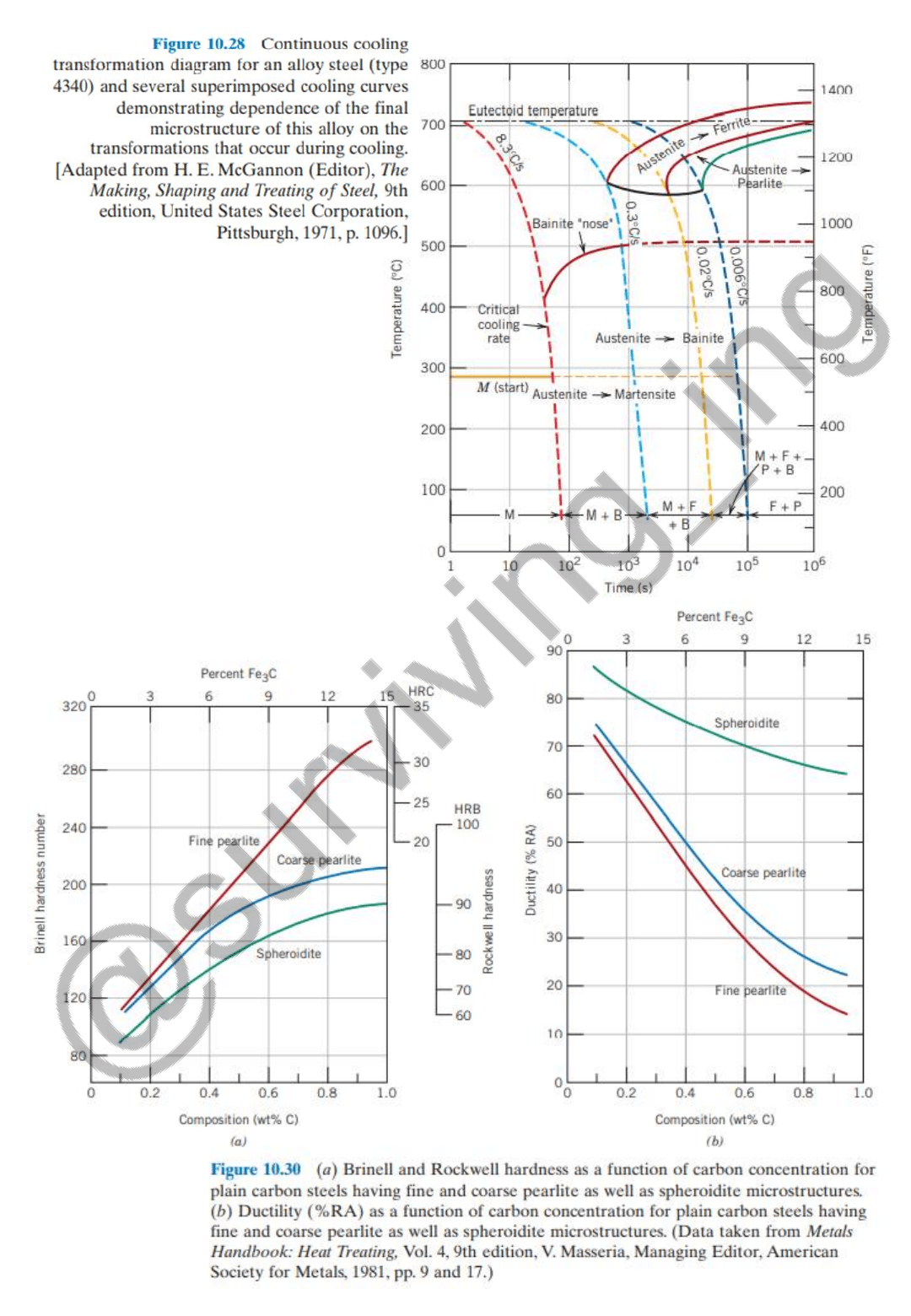
La capacidad de un acero aleado para transformarse en martensita durante un determinado temple
depende de la composición química, y está relacionada con un parámetro denominado templabilidad.
Todos los aceros aleados tienen una relación específica entre las propiedades mecánicas y la velocidad de
enfriamiento. “Templabilidad” es un término utilizado para describir la aptitud de una aleación para
endurecerse por formación de martensita como consecuencia de un tratamiento térmico.
Un acero aleado de alta templabilidad es aquel que endurece, o forma martensita, no sólo en la superficie
sino también en su interior, es decir, la templabilidad es una medida de la profundidad a la cual una
aleación especifica puede endurecerse.
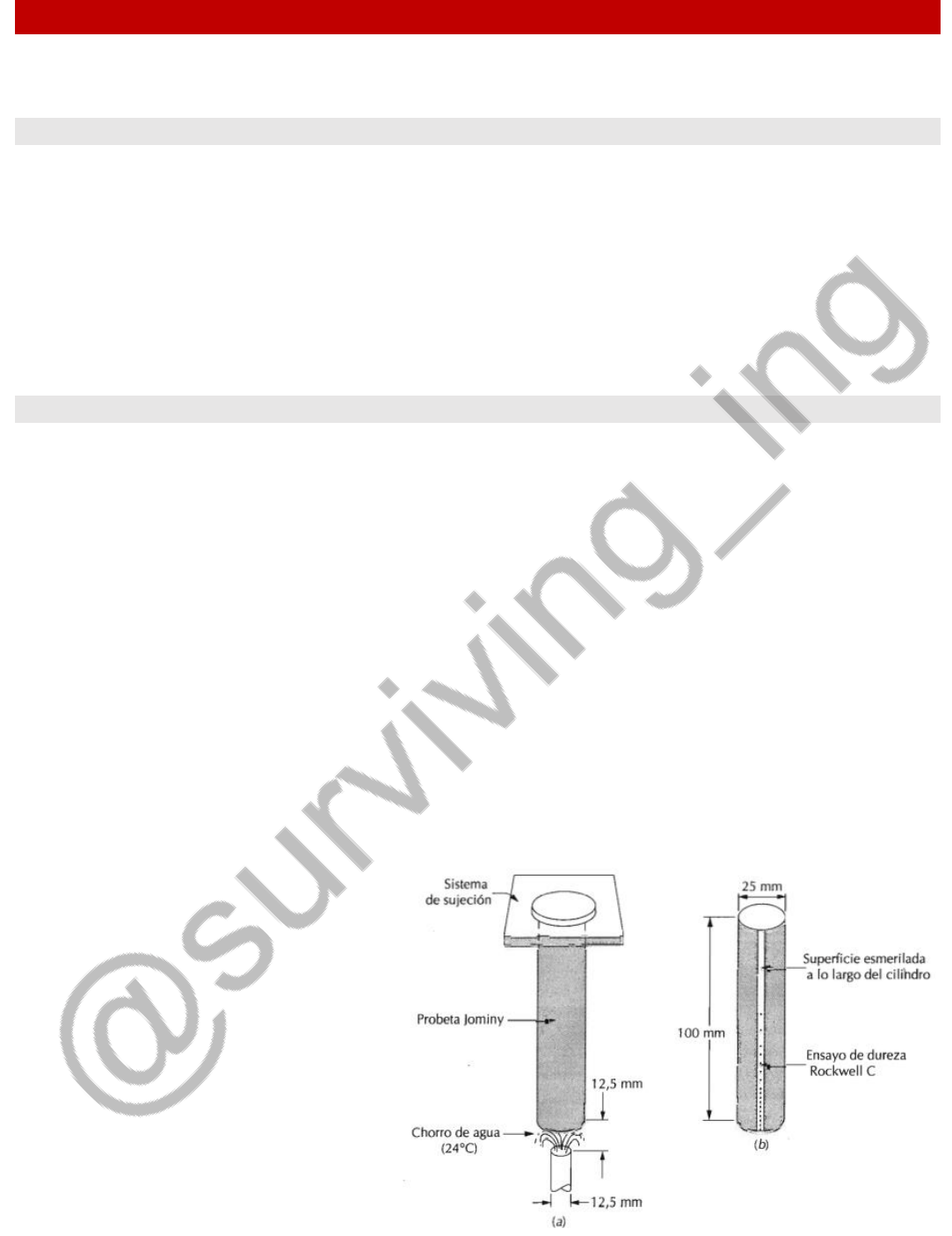
Ensayo Jominy
Es un procedimiento para determinar la
templabilidad. En este ensayo se
mantienen constantes todos los factores
que influyen en la profundidad del
endurecimiento de la pieza, excepto la
composición. Una probeta cilíndrica de
25mm de diámetro y 100mm de longitud
de austeniza a una temperatura y tiempo
determinados. Después de sacarla del
horno, el extremo inferior se templa
mediante un chorro de agua con una
velocidad de flujo y temperatura
especificados. De este modo, la velocidad
de enfriamiento es máxima en el extremo
y disminuye a lo largo de la probeta. Una vez que la probeta se ha enfriado a temperatura ambiente, se
desbasta una tira de 0,4mm de espesor y se determina la dureza en los primeros 50mm de la probeta. Se
Manuela Bernay - mbe[email protected]u.ar
traza una curva de templabilidad representando los valores de dureza en función de la distancia al extremo
templado.
El extremo templado se enfría más rápidamente y presenta un máximo de dureza; en esta posición la
microestructura coincide con 100% de martensita. La velocidad de enfriamiento decrece con la distancia al
extremo templado y la dureza también. Al disminuir la velocidad de enfriamiento, el carbono dispone de
más tiempo para la difusión y facilita la formación de perlita más blanda, que puede estar mezclada con
martensita y bainita.
Recocido
Tratamiento térmico de un material expuesto a elevada temperatura durante un período de tiempo y luego
enfriado rápidamente. Se lleva a cabo para eliminar tensiones, incrementar la plasticidad, ductilidad y
tenacidad, y/o producir una microestructura específica.
Todo proceso de recocido consta de 3 etapas:
1. Calentamiento a la temperatura prevista.
2. Mantenimiento o impregnación térmica a esa temperatura.
3. Enfriamiento, generalmente hasta temperatura ambiente.
El tiempo es un parámetro importante en estos procedimientos. Durante el calentamiento y enfriamiento
existen gradientes de temperatura entre el interior y la superficie de la pieza, cuya magnitud depende del
tamaño y geometría de la pieza. Si la velocidad de cambio de temperatura es grande, se genera un
gradiente de temperatura que induce tensiones internas que pueden conducir a deformaciones e incluso al
agrietamiento. El tiempo de recocido debe ser suficientemente largo para permitir la necesaria reacción de
transformación. La temperatura también es importante (el proceso se acelera al aumentar la temperatura).
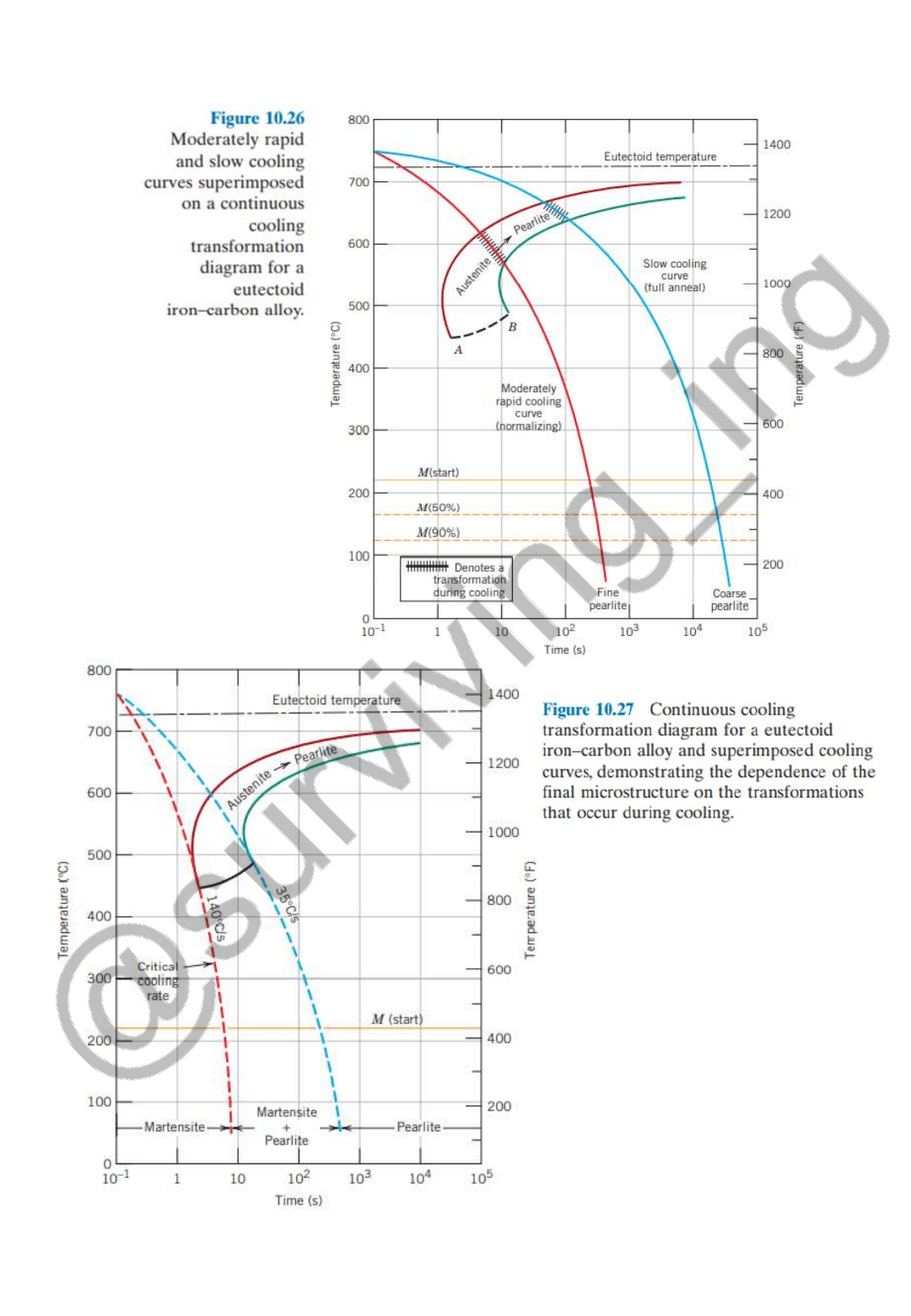
Normalizado
Los aceros que se han deformado plásticamente constan de granos de perlita. Estos
granos son relativamente grandes y de forma irregular, pero de tamaño muy variable,
por lo cual se les aplica un tratamiento térmico denominado normalizado para
afinarlos y producir una distribución de tamaños más uniforme. Los aceros perlíticos
de grano fino son más tenaces que los de grano grande. Se realiza calentando 55-
85°C por encima de la temperatura crítica superior, que depende de la composición.
Después del tiempo suficiente para conseguir la completa transformación a austenita
(austenización), el tratamiento termina enfriando al aire.
Recocido total /
de
recristalización
Se suele aplicar a los aceros bajos y medios en carbono que se han mecanizado o han
experimentado gran deformación plástica durante el hechurado en frío. La aleación se
austeniza calentando 15-40°C por encima de las líneas A3 o A1, hasta conseguir el
equilibrio. Después se deja enfriar dentro del horno (se apaga y se deja llegar a
temperatura ambiente). La microestructura resultante es perlita gruesa (además de
alguna fase proeutectoide) que es relativamente blanda y dúctil, con granos pequeños
y uniformes.
Esferoidización
o globulización
Los aceros medios y altos en carbono tienen una microestructura consistente en
perlita gruesa que puede llegar a ser demasiado dura para la deformación plástica y
para el mecanizado. Estos aceros se pueden recocer para desarrollar la
microestructura de esferoiditas. El acero esferoidizado o globulizado tiene la máxima
blandura y ductilidad. El tratamiento de esferoidización consiste en calentar la aleación
a temperatura justo por debajo del eutectoide en la región α+Fe
3
C del diagrama de
fases. Durante este recocido, el Fe
3
C coalesce para formar partículas de esferoidita.
Cementado
Consiste en el endurecimiento de la superficie externa del acero al bajo carbono, quedando el núcleo
blando y dúctil. Como el carbono es el que genera la dureza en los aceros en el método de cementado se
tiene la posibilidad de aumentar la cantidad de carbono en los aceros de bajo contenido de carbono antes
de ser endurecido. El carbono se agrega al calentar al acero a su temperatura crítica mientras se encuentra
Manuela Bernay - mbe[email protected]u.ar
en contacto con un material carbonoso. Los tres métodos de cementación más comunes son: empacado
para carburación, baño líquido y gas.
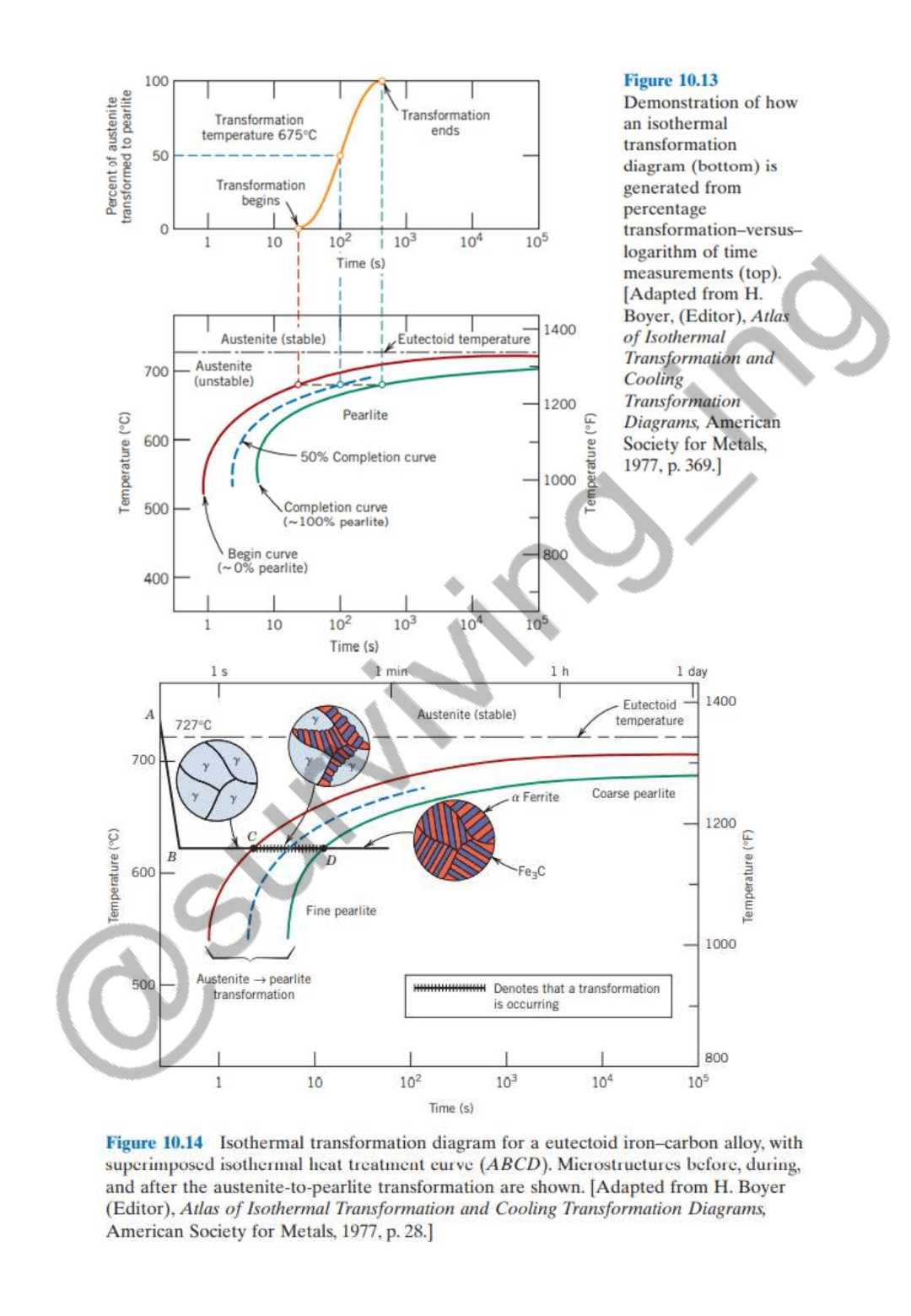
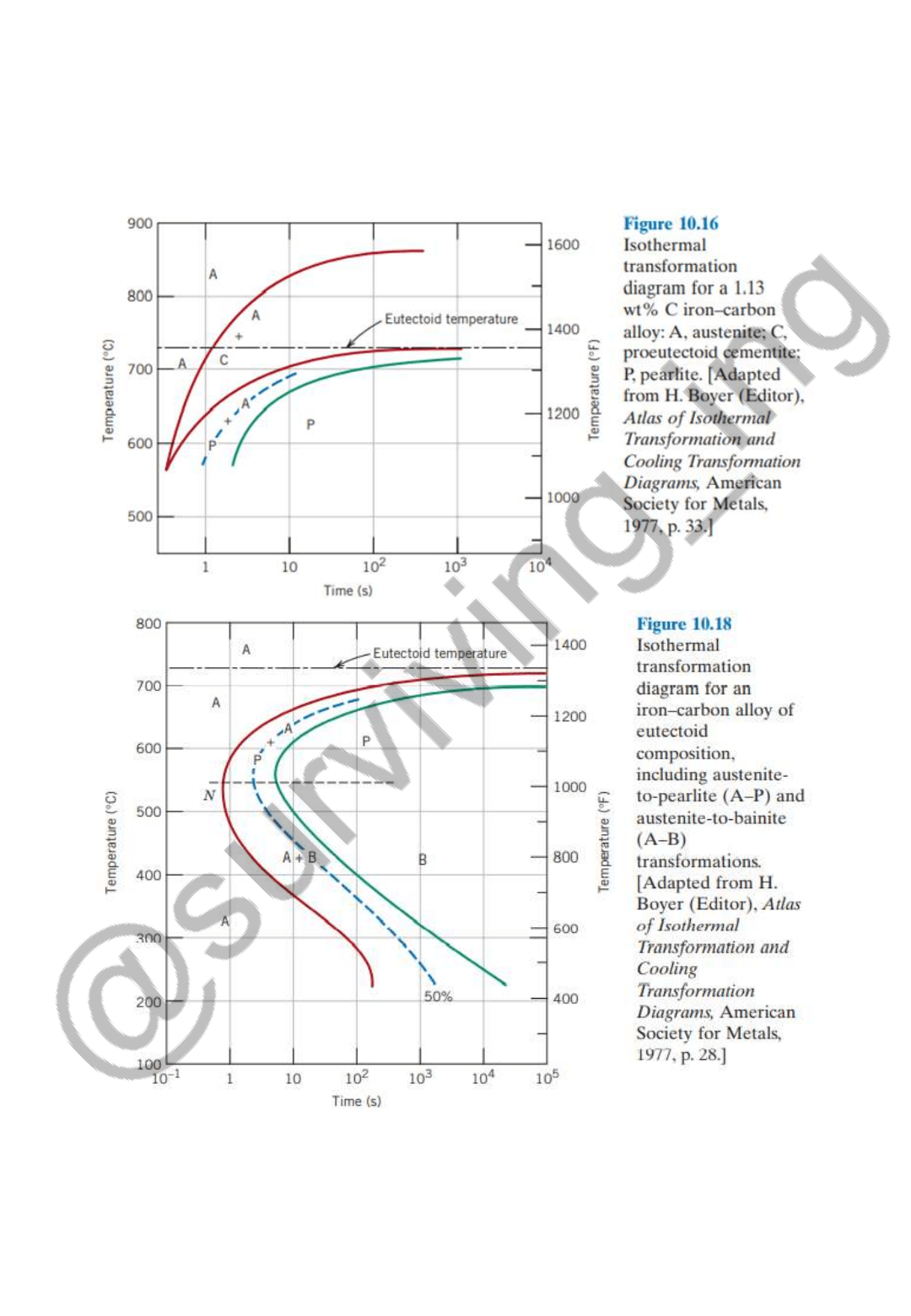
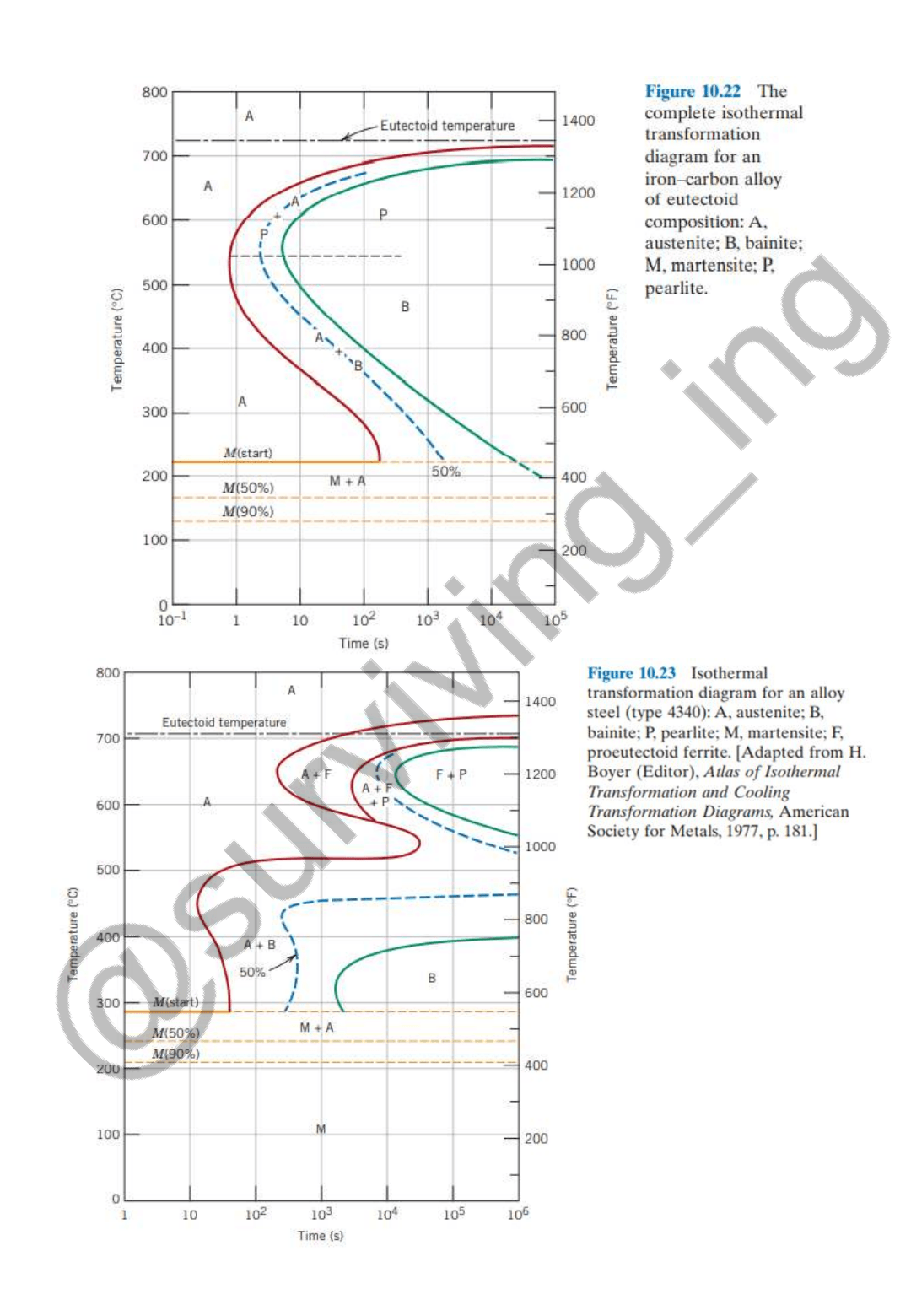
Curvas TTT
Un diagrama TTT (temperatura, tiempo, transformación de austenita) o curva S resume las posibles
transformaciones de la austenita para cada acero, imprescindibles tanto para el diseño de tratamientos
térmicos como para la interpretación de las microestructuras resultantes después de los mismos. Su
construcción experimental se realiza mediante un determinado número de muestras de acero que,
previamente austenizadas, se enfrían en baños de sales a diferentes temperaturas y tiempos determinados.
La microestructura obtenida en cada una de las muestras se analiza y representa, obteniéndose así el
diagrama TTT para ese acero.
Están compuestos por dos curvas: la primera (izquierda) representa el tiempo requerido a cada temperatura
para que comience la transformación, y la segunda (derecha) el tiempo para que finalice la transformación.
La curva en trazo de puntos representa el 50% de la transformación completada. Estas curvas se generan a
partir de una serie de gráficas de transformación porcentual frente al log del tiempo tomado en un
determinado rango de temperaturas.
Interpretando el diagrama, se observa que la temperatura eutectoide (727°C) está indicada con una línea
horizontal; para temperatura superiores a la eutectoide, sólo existe austenita. La transformación de
austenita a perlita sólo se va a dar si una aleación es superenfriada por debajo del eutectoide. El tiempo
requerido para que comience y finalice una transformación va a depender de la temperatura a la que se
esté trabajando. Las curvas de inicio y fin de transformación son casi paralelas. A la izquierda de la curva de
inicio de transformación sólo existe austenita, mientras que a la derecha de la curva de fin de
transformación sólo existe perlita. En el medio, la austenita se encuentra en proceso de transformación
hacia perlita, por lo que coexisten ambas.

Tratamientos térmicos y curvas TTT.pdf
 Estamos procesando este archivo...
Estamos procesando este archivo...
 Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.
Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.
Descargar
Estamos procesando este archivo...
Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.