
1
Siderurgia
La fabricación del acero se da mediante distintos tipos de procesos.
1. A través del alto horno
Se quema el metal en alto horno
Convertidor de oxigeno que le da O2 para bajar el porcentaje de carbono,
fosforo y azufre (elementos indeseables).
Colada continua
Laminado en caliente
Se suele obtener el hierro a través de minerías (en Argentina se suele utilizar el importado
de Brasil, que contienen otros minerales e impurezas, favorecedores y otros que no). El
mineral de hierro es molido para obtenerlo más puro (no totalmente). El hierro junto con el
coque es llevado a un alto horno donde es fundido, en la superficie queda escoria.
Mediante lanzas, se le agrega oxígeno al fundido. Luego mediante una colada continua, se
lo lleva a moldes donde se le dará la forma correspondiente, como así el corte de las
piezas metálicas. Por último se da el laminado en caliente
2. A través del proceso de reducción directa
La siderurgia es la metalurgia de las aleaciones de Fe y C, comprendiendo los procesos de
reducción, oxidación y desoxidación (acería).
Los productos siderúrgicos contienen:
- Residuales: (P, S, Mn) provenientes de materias primas utilizadas en su elaboración
- Impurezas que perjudican las propiedades del producto (P,S)
- Aleantes: elementos adicionados a propósito (Cr, Ni, Mo) con la finalidad de
mejorar propiedades físicas (especialmente mecánicas) y químicas (resistencia a la
corrosión)
La diferencia entre elemento residual o aleante está en el valor del porcentaje en peso del
elemento en cuestión, el silicio por debajo de 0,5 se considera residual y el manganeso se
considera residual hasta 1,8.
La importancia industrial del acero como material para construcciones mecánicas y civiles
por razones técnicas y económicas:
Ciencia de los materiales

2
Relativamente bajo costo de elaboración: desde la extracción del mineral (por su
abundancia y facilidad de reducción) hasta la producción de semielaborados y
fabricación de piezas terminadas en cantidades masivas.
Elevadas propiedades mecánicas: resistencia estática y dinámica, y rigidez (alto
modulo elástico) con adecuada duración.
Posibilidad de modificación de propiedades (mecánicas, físicas y químicas):
mediante tratamientos térmicos, termoquímicos, termomecánicos o bien por
agregado de aleantes.
Respaldo de la experiencia en servicio: por ser una de las aleaciones más usadas
por la humanidad, se tiene una gran experiencia sobre los usos que se le puede dar,
los problemas que puede presentar y sus posibles soluciones.
MINERALES DE HIERRO
Los minerales de hierro suelen ser muy finos por lo que no se los puede llevar al alto horno
directamente, para poder ser utilizados buscan compactarlos, que se define con el término
“CALIBRADO”. Las aglomeraciones tienen que tener determinados tamaños para no dañar
las instalaciones.
Cuando los porcentajes son inferiores o cuando las granulometrías es demasiada pequeña
(menor que 10 mm) se procede a concentrar al mineral en un lugar próximo a la
explotación minera, se fabrican:
AGLOMERADO
PELET
SINTER
FINOS QUE LO
COMPONEN
Mineral de hierro +
aglomerante
Mineral de hierro + coque +
fundentes + otros
FORMA
Pelotita
Irregular
PROPIEDADES
Denso, buena resistencia al
manipuleo
Poroso y frágil, baja
resistencia al manipuleo
LUGAR DE FABRICACIÓN
Mina
Siderúrgica (próximo al alto
horno)
En la etapa de reducción interesan los elementos que no son óxido de hierro que están
asociados al mineral (ganga) y en qué cantidad se encuentran, ya que influyen en el
proceso, como también en las operaciones metalúrgicas posteriores y comportamiento
mecánico en servicio. Cuando se procesa el mineral mediante alto horno se debe tener en
cuenta que:
A. nunca pasan al arrabio: Ca, Mg, Al, Na y K;
B. siempre pasan al arrabio: P, As, Cu, Ni, Co, Mn, Cr y V; parcialmente: Si, S, Ti;
C. el Zn se volatiliza y el Pb decanta hasta el fondo del crisol;
D. se elimina la humedad durante la primera etapa del calentamiento
3
Entre los elementos más perjudiciales para el acero están el S y el P, sus contenidos deben
ser lo más bajo posible. Cuando el mineral se procesa mediante módulos de reducción
directa, se reduce el hierro pero la ganga pasa toda al siguiente proceso en acería, puesto
que no hay fusión, por lo cual el mineral
empleado en este caso debe ser de una
mejor calidad que el destinado al alto
horno.
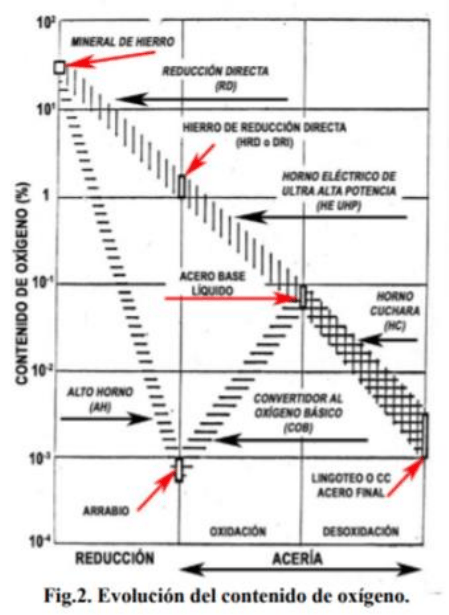
1. Proceso alto horno: se tiene el
material de hierro dentro del horno, se llega
al punto de fundición (que no siempre es
homogéneo, depende de la composición
química del material). Se produce la
reducción del oxígeno presente dentro del
mineral de hierro. Luego de obtener el
arrabio, entra en el proceso del convertidor
al oxígeno (inyecto oxígeno para eliminar
carbono, calcio, manganeso), llegando al
punto denominado ACERO BASE.
2. Reducción directa: no se funde el
material, se levanta la temperatura hasta
unos 200° de mineral de hierro, se le hace
circular determinados gases con carbono y
nitrógeno para eliminar el oxígeno, se
obtiene hierro de reducción directa o hierro esponja (estado sólido). Luego entra al
horno eléctrico de ultra alta potencia que consume mucha electricidad, llegando al
mismo punto de acero base líquido.
Luego ambos procesos después de llegar al punto de acero base, pasa a la metalurgia
de cuchara, le va a dar la composición química final para ese tipo de acero (%C, %Si,
%Cr), se realiza proceso de desoxidación liberando oxígeno. A partir de ahí elegimos
la colada continua para fabricar planchones, rieles, etc o las lingoteras que sirven para
procesos posteriores de fundición.
Mediante los dos procesos llegamos al ACERO BASE con bajo porcentaje de elementos
aleantes, aunque yo necesito la incorporación de nuevos elementos aleantes para que
me sirvan para la producción de determinados productos pasa a otro horno que se
llama metalurgia de cuchara, donde le vamos a incorporar nuevos elementos y vamos a
producir un acero, ese acero líquido ya listo para colar se vuelca en moldes o en la
colada continua
Luego de obtener acero base este pasa a un horno cuchara, por ultimo un lingoteo (que
es similar a lo que pasaba con el proceso del aluminio) o colada continua.

4
Rutas de producción
PROCESOS DE REDUCCIÓN DEL MINERAL
ALTO HORNO
El alto horno (AH) sirve para transformar el mineral de Fe, ya sea como calibrado,
pellet o sinter, en hierro de primera fusión (arrabio), que es una fundición de hierro de
elevado contenido de C (de 3 a 4 %) e impurezas.
5
Es un gran reactor químico que trabaja a contracorriente: es atravesado desde arriba
hacia abajo por cargas sólidas y en sentido contrario por gases calientes (de carácter
reductor: CO e H2) cuya temperatura y composición se van modificando gradualmente.
Es especialmente apto para eliminar el S, debido a las características de su
funcionamiento (altas temperaturas y ambiente fuertemente reductor).
El combustible utilizado es el coque que cumple cuatro funciones fundamentales:
1. Aporte térmico por combustión (la elevación de la temperatura favorece
reacciones)
2. Reducción indirecta por CO de los óxidos del mineral y directa mediante el C
sólido
3. Permeabilidad en la zona inferior permite al aire caliente ir subiendo para
precalentar las cargas y combinarse con el oxígeno que proviene del hierro
4. Sostén de la carga en la zona inferior (hombre muerto) le da el equilibrio a
todas las cargas
3 y 4 son no sustituibles en el alto horno trae la disminución del carbón coquizable en la
mezcla, teniendo dos tipos de coquerías:
A. Coquería clásica: apisonado, aglomeración parcial previa, precalentamiento,
adición de brea y antifisurantes, preparación selectiva por molienda, preparación
de mezcla según macerales.
B. Coquería preformada: food machinery corp, HBNPC (Francia), ANCIT, DKS.
1 y 2 son sustituibles:
Calor sensible del viento
Inyección por toberas de: fuel oil, gas natural, gas de coquería, carbón pulverizado.
Inyección de gas reformado caliente en la parte inferior de la cuba.

6
Los gases pasan por un sistema por el cual primero tenemos una TRAMPA DE POLVO (filtros
de tela donde pasa el aire caliente y retienen las partículas), luego hay un FILTRO DE GAS,
pasa por ESTUFAS que son una zona de calentamiento para que a 200°/300° que salen
esos gases, luego con un ventilador vuelven otra vez al circuito por unas toberas, que le dan
más temperatura al sistema de calentamiento ahorrando energía y consumo de carbón.

7
Combustión del coque
La combustión del coque se facilita mediante el insuflado de aire caliente a presión a través
de toberas. El coque de origen mineral posee un elevado tenor de azufre, siendo la
principal fuente del mismo en el alto horno. Debido a las condiciones de funcionamiento del
alto horno (altas temperaturas, ambiente reductor y escoria básica) la mayor parte del
azufre se elimina en este proceso como gas (SO2 ) y parte pasa a la escoria (CaS).
También se utilizan fundentes que poseen dos funciones importantes: bajar el punto de
fusión de los compuestos que forman la ganga del mineral y formar con los mismos la
escoria. Así se eliminan más fácilmente las impurezas; se forma una escoria líquida de
menor densidad que el arrabio, que al flotar por sobre el mismo puede separarse
(escoriado). En el alto horno se emplea principalmente caliza (CaCO3 ).
Las materias primas y productos procesados en el alto horno pueden sintetizarse así:
1. Materiales cargados:
por el tragante: mineral, coque, fundente
por las toberas: aire caliente.
2. Materiales descargados:
Por la piquera (agujero de colada): arrabio (hierro de primera fusión)
Por el escoriadero o bigotera: escorias líquidas
Por la salida de gases: gas de alto horno (gas combustible) y polvo de
tragante (finos de materias primas).

8
Reacciones del alto horno

9
REDUCCIÓN DIRECTA
Se utiliza principalmente para una producción de acero mediana.
El empleo de gas natural en la mayoría de los procesos de reducción directa, evita
el costo originado en la construcción de una coquería y la importación de carbones
coquificables de empleo metalúrgico, que son escasos y caros.
En el módulo de reducción directa (RD), se efectúa la reducción del mineral de hierro
(calibrado o pellet), sin llegar a fundirlo (la temperatura de proceso es de
aproximadamente 900 °C), mediante el empleo de gases reductores (CO e H2),
que provienen de la descomposición del gas natural a 1100 °C aproximadamente.
se desarrollan los procesos que tienen lugar en la cuba del alto horno, es decir la
reducción indirecta. Antes de producirse la descarga, el mineral se somete a un
enfriamiento mediante un gas inerte (generalmente N2) para evitar la reoxidación,
mediante cintas transportadoras se lleva a un silo que sirve de pulmón entre la
etapa de reducción y la acería.
En un principio basaron la elaboración del acero en el proceso de fusión de
chatarra de acero en el horno eléctrico, pero el precio de esta es muy variable y
aun mas su calidad. se podría comprar chatarra, se lo fundía con el horno de
ultra potencia, la chatarra de acero + aleantes + energía para fundirlo tiene un
precio más elevado que el mineral de hierro por lo tanto se desarrolla reducción
directa.

10
Se ingresa el pellet por arriba, a contracorriente encontramos a los gases, por
debajo sale el hierro de reducción directa.
PROCESOS DE ACERACIÓN
CONVERTIDOR AL OXÍGENO BÁSICO
Se caracteriza porque emplea revestimiento básico y se inyecta oxígeno puro a
velocidad elevada sobre la superficie del baño líquido. Permite obtener aceros con
muy bajo contenido de nitrógeno (0,0020 a 0,0050 %) aptos para fabricar chapas
de gran deformabilidad, como las usadas por la industria automotriz. El oxígeno se
sopla mediante una lanza que entra por la boca del convertidor
Actualmente existen convertidores al oxígeno en los que el soplado se efectúa por:
El tope o boca, mediante una lanza (procesos LD y LD/AC)
El fondo mediante toberas especiales se inyecta oxígeno e hidrocarburos
Métodos combinados de soplado (por el tope y por el fondo) por el tope
oxígeno y por el fondo oxígeno y cal (K-OBM) u oxigeno y cal-carbón
(KMS).

11
Vemos como a medida que sube la
temperatura, disminuyen los porcentajes
de concentración de carbono, fosforo,
manganeso y silicio.

12
HORNOS ELÉCTRICO DE ULTRA ALTA POTENCIA .
Ventajas:
Menores costos de instalaciones
Menos costo de operación que los hornos de solera Siemens-Martin
Rendimiento superior a los otros procesos (por la cantidad de chatarra adicionada)
Ocupa menos espacio que un horno de solera, manejo más simple y perfecta
regulación del proceso de fusión
Temperatura elevada y ambiente oxidante que favorece la eliminación de fósforo
Con el desarrollo de los hornos eléctricos (HE) de ultra alta potencia (UAP), se
consigue un mejor aprovechamiento de la energía eléctrica, haciendo que el horno
eléctrico ya no sea el lugar donde se fabrica el acero, sino que permite su empleo
como equipo para fundir el hierro de reducción directa y la chatarra, elaborando
un “acero base”, en un tiempo reducido (aproximadamente 45 a 60 minutos)
También ha cambiado la forma y la estructura del horno eléctrico, ya que en aquellos
lugares que no están expuestos a la acción del metal fundido, el refractario ha sido
reemplazado por paneles refrigerados por agua, al igual que la bóveda, lo que permite
que los hornos sean mucho más livianos. Además, se ha introducido la colada excéntrica por
el fondo (EBT), lo que llevó a modificar en algunos diseños su tradicional forma cilíndrica,
permitiendo el colado del acero libre de escoria.

13
El insuflado de oxígeno, ya sea mediante una lanza desde la bóveda o desde la
puerta o incluso mediante toberas desde el fondo, permite una rápida oxidación de
los elementos indeseables (además de la formación de la escoria espumosa) y eleva
la temperatura del proceso, reduce el consumo de energía eléctrica, acorta el
tiempo de la operación pero aumenta el consumo de electrodos. En algunos casos se
insuflan gases inertes (N2 , Ar2 ) por el fondo para producir la agitación del baño y
permitir una mayor homogeneización del mismo.
La parte oscura del dibujo es en donde cargamos la chatarra.
Por la “carga de hierro” se carga el mineral de hierro esponja.
Electrodos refrigerados para que puedan llegar a una buena distancia de la carga
ya que la temperatura es de 2000°C
Quemador que favorece la combustión y las altas temperaturas
Video de horno de Arco Eléctrico:
Son los hornos de ultra alta potencia. Esta alrededor de 1700°. Primero tenemos la
fundición del metal, con la respectiva escoria. Los electrodos están conectados mediante
cables que le dan la diferencia de voltaje necesario para realizar el arco eléctrico y darle
la temperatura necesaria para fundirse. Se agrega chatarra, puede ser de forma
compactada (para tener un mayor volumen), chapas o perfiles, son transportados mediante
vagones hasta la acería.
METALURGIA DE CUCHARA
En el convertidor y en el horno eléctrico se obtiene un “acero base”, generalmente un acero
al carbono o de baja aleación. Este se cuela en una cuchara que pasa a la estación de
horno cuchara (Fig. 18) en donde mediante una serie de operaciones se obtiene el “acero
final”. Esta etapa de metalurgia secundaria que se efectúa en un horno cuchara (LF), se
conoce como metalurgia de cuchara y comprende:

14
Inyección de alambres (Al)
Desoxidación con Al y Si
Desulfuración con Mn
Tratamiento de inclusiones con Ca
Coalescencia y flotación de inclusiones
Aleación y ajuste de composición química
Desgasificación por burbujeo de gas inerte
(Ar)
Homogeneización química y térmica
Ajuste de temperatura final.
TIPOS DE ACEROS
Existen en principio tres tipos de aceros distintos en función del contenido de oxígeno:
1. ACEROS EFERVESCENTES: son aceros (en general C < 0,15 %) en cuya
solidificación existe una fuerte efervescencia y un gran desprendimiento de chispas
y gases. No se les adiciona Si como desoxidante, efectuándose sólo una
desoxidación incompleta por agregado de Mn; a veces también una pequeña
cantidad de Al. Estos aceros se emplean para fabricar chapa para embutido
profundo por que poseen buena calidad superficial, además son los de menor costo
de fabricación. Al tener poco porcentaje de carbono se los puede embutir o
deformar sin que se rompan. La segregación en los aceros efervescentes es también
importante, especialmente el C cuyo contenido es muy bajo en la capa superficial y
también en la cabeza (donde también se encuentra la mayor parte de las
impurezas). Los lingotes presentan una fuerte segregación central de S.

15
2. ACEROS CALMADOS: son aceros que al
solidificarse no desprenden gases, una enérgica
desoxidación impide la formación de CO. Todos
los aceros de alta calidad se fabrican calmados.
Al final del proceso son desoxidados casi
completamente con Si y Al agregados al baño
metálico en la cuchara; así se impide la
efervescencia y la aparición de porosidad. La
composición de los aceros calmados no es
uniforme en todas las zonas del lingote: las
segregaciones son el resultado de una
solidificación diferencial característica de todas
las soluciones. Las zonas de segregación positiva
tienen composiciones superiores a las medias respecto del elemento analizado,
mientras que las de segregación negativa son inferiores.
Para compensar el gran rechupe que se produce en
estos aceros, en la parte superior de la lingotera
poseen una cabeza denominada “mazarota”, donde se
produce el rechupe; esa parte es de baja calidad, por
la gran segregación de impurezas; luego es cortada y
usada como chatarra. La masa del lingote de acero
queda sin sopladuras y con menos P y S que la
mazarota
COLADO DEL ACERO
1. COLADO EN LINGOTERAS
Cuando el acero ha sido colado en la lingotera, que puede tener distintas características,
comienza a solidificar; primero lo hace el material periférico en contacto con las paredes
frías y luego el fenómeno progresa paralelamente a ellas, hacia el interior: gradualmente,
el líquido va solidificando hacia la región central y se produce por contracción una cavidad
denominada rechupe, en la parte superior del lingote.
Durante el enfriamiento, el acero se contrae continuamente (8 % de contracción volumétrica)
y se distinguen: 1) contracción por cambio de estado
líquido-sólido (aproximadamente 6 %), 2) contracción en
estado sólido (aproximadamente 2 %).
Las principales zonas son:
A. Zona acoquilada: durante el enfriamiento, el acero
se contrae continuamente (8 % de contracción
Este documento contiene más páginas...
Descargar Completo
Cs.Materiales-2P.pdf
 Estamos procesando este archivo...
Estamos procesando este archivo...
 Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.
Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.
Descargar
Estamos procesando este archivo...
Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.