
1
U1: ADMINISTRACIÓN DE LOS SISTEMAS PRODUCTIVOS.
1 . Conceptos generales:
Cualquier actividad humana, sea esta de tipo artesanal o de alta tecnología, y todas sus posibles
combinaciones intermedias, pueden pensarse en términos temporales, pero en estos sistemas no todos los
acontecimientos que intervienen son de nuestro completo conocimiento y dominio.
Es decir que para una determinada actividad, existen variables controlables y otras que no lo son. Este
hecho condiciona nuestro grado de acierto cada vez que pensamos en el presente una actividad que
debemos realizar en el futuro.
Lograr realizar correctamente una actividad futura, depende del dominio de los conocimientos y las
variables que intervienen en la realización de dicha actividad, o sea que la incidencia de las variables no
controlables dependerá del conocimiento de su existencia, solo mediante la evaluación de la información
disponible, puede determinarse anticipadamente su comportamiento futuro.
Cuanto mayor sea el tiempo para decidir una acción correctiva futura, mayor será la posibilidad de que
aparezcan variables con comportamiento desconocido. Por lo tanto de este análisis se deduce que el
tiempo entre la decisión y la corrección debe ser el menor posible.
Pero cuando disponemos de la información necesaria y suficiente en calidad y oportunidad sobre el
comportamiento de las variables de un proyecto de cualquier tipo, no importará su extensión en el tiempo.
Tal es el caso de una obra civil cuya duración es de 24 meses y las actividades del proyecto han sido
claramente definidas, ya que se poseen antecedentes de comportamientos de obras similares anteriores, y
se dispone de los mecanismos necesarios para el seguimiento del comportamiento de dichas variables.
Estos son casos especiales, y por ende se tratan con técnicas de programación especial como la
Programación por Camino Crítico (PERT).
Planeamiento: es la acción que permite fijar en el presente objetivos de incidencia futura, sin definir metas
intermedias ni las posibles variables en juego. En este caso es posible tomar decisiones anticipadas pero
con un importante margen de error.
Planificación: es la acción que permite fijar en el presente objetivos de incidencia futura, definiendo metas
intermedias y considerando conocidas las posibles variables en juego. En este caso es posible tomar
decisiones anticipadas con un menor margen de error, ya que en las metas intermedias estos pueden ser
corregidos.
Programación: es la acción de asignar a cada actividad su momento de inicio, las cantidades, los tiempos,
y los recursos necesarios para su realización.
Control: es la acción de verificar el cumplimiento de los objetivos en cuanto a cantidades, tiempos,
métodos, procesos, etc., para que se mantengan dentro de los limites preestablecidos, y efectuar las
acciones correctivas de los posibles desvíos producidos en las metas intermedias.
La Administración de Operaciones (AO) se puede definir como el diseño, uso y mejoramiento de los
sistemas de producción, que son los creadores de los bienes o servicios de una empresa. Además en toda
organización o empresa, se tiene como principal función a las operaciones, en las que los insumos se
transforman en productos, por medio de los procesos.
Las decisiones sobre operaciones o procesos se realizan en su totalidad dentro del contexto de la firma. Un
proceso implica el uso de los recursos de una organización para obtener algo de valor, ya que ningún
producto puede fabricarse y ningún servicio puede suministrarse sin un proceso, y ningún proceso puede
existir sin un producto o servicio.
2
También la administración de procesos es la selección de los insumos, las operaciones, los flujos de
trabajo y los métodos que transforman los insumos en productos.
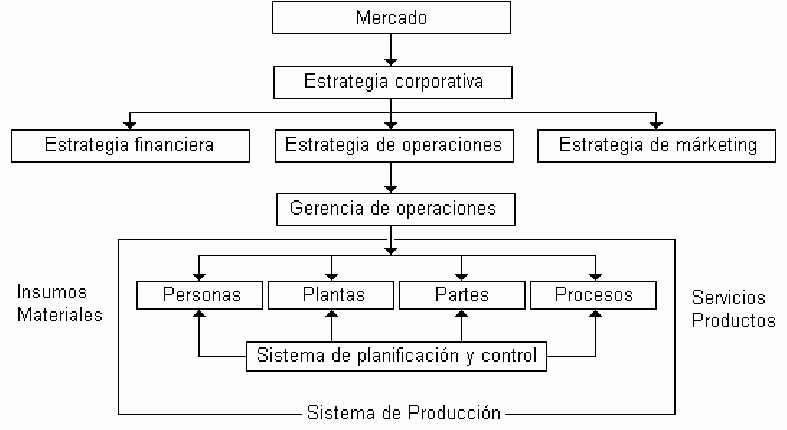
El mercado, que son los clientes de los productos o servicios, configura la estrategia corporativa de la
empresa. Esta estrategia refleja la manera en que la firma planea utilizar sus recursos para obtener una
ventaja competitiva. La estrategia de operaciones especifica la manera en que la compañía piensa utilizar
sus capacidades de producción para brindar soporte a su estrategia corporativa.
Las decisiones gerenciales se pueden dividir en tres grandes áreas:
• Las decisiones con respecto a la planificación y control operacional son estrechas y a corto plazo, como
ser quienes, cuando y como se realizarán las tareas.
• Las decisiones tácticas se refieren a cómo programar eficientemente los materiales, la mano de obra y
los medios de elaboración (ME) dentro de las restricciones impuestas por las decisiones estratégicas.
• Las decisiones a nivel estratégico ejercen impacto sobre la efectividad de la compañía a largo plazo, en
términos de la manera en que pueden abordarse las necesidades de los clientes.
El objeto de la administración de operaciones (AO) es la gerencia de los sistemas de producción. Un
sistema de producción utiliza los recursos operacionales para lograr transformar los insumos en algún tipo
de resultado deseado. Un insumo puede ser una materia prima, un cliente o un producto terminado
proveniente de otro sistema.
Como se indica en la parte inferior de la figura anterior, los recursos operacionales de un sistema de
producción consisten en lo que se denominan las 5 P de la administración de operaciones que son:
• Las personas, que son la fuerza laboral directa e indirecta.
• Las plantas, que incluyen las fábricas o sucursales de servicios donde se desarrolla la producción.
• Las partes, que incluyen los materiales y suministros que pasan por el sistema.
• Los procesos, que incluyen los equipos y los pasos mediante los cuales se realiza la producción.
• La planificación y control, que son los procedimientos y la información que utiliza la gerencia para
operar todo el sistema.
3
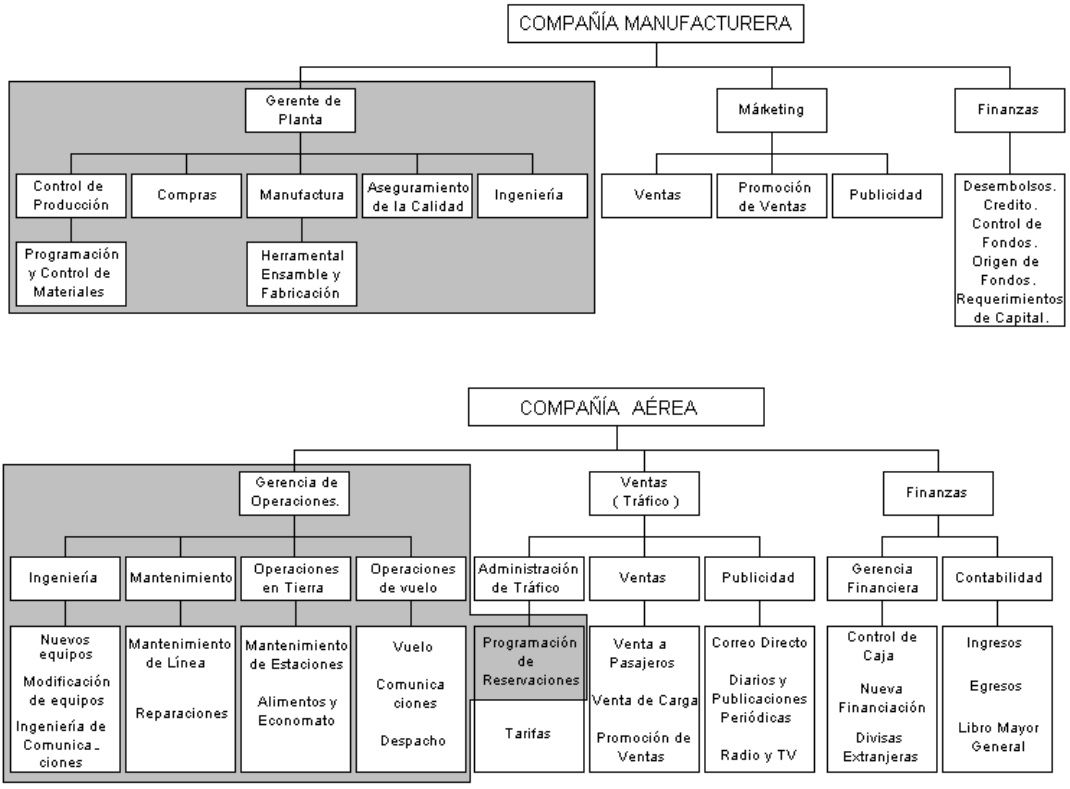
as empresas manufactureras agrupan las actividades operacionales de modo que sus productos se
odas las organizaciones cambian con el tiempo, debido al progreso de la tecnología y las expectativas
En un sistema de producción las transformaciones que se realizan, pueden ser las siguientes:
• Físicas (manufactura).
• De ubicación (transportes).
• De intercambio (comerciales).
• De almacenamiento (bodegas).
• De salud (hospitales).
• De información (telecomunicaciones).
Se deberá tener en cuenta que estas transformaciones no son mutuamente excluyentes entre sí.
La prestación de servicios es un proceso intangible, mientras que la producción de bienes es el resultado
de un proceso.
Veamos a continuación las diferencias entre los organigramas de una empresa de manufactura y una de
servicios:
L
fabriquen en un departamento, mientras que las de servicios reparten las actividades operacionales por
toda la organización.
T
cambiantes de los clientes.
4
fines de los 50, los académicos empezaron a abordar la administración de operaciones (OM), en
ambién, el principal desarrollo de los años 60 fue el uso de computadoras, que para el sector de
a década de los 80 revolucionó las filosofías gerenciales y las tecnologías mediante las cuales se realiza
sta filosofía junto con el Control Total de la Calidad (TQC), buscan agresivamente eliminar las causas de
ero la automatización de las fábricas en sus diversas modalidades promete ejercer un impacto aún mayor
demás uno de los principales avances en el campo de la administración de operaciones (OM), es la
a necesidad para conservar la competitividad durante la recesión económica global de los años 90, hizo
omo conclusión podemos resumir los siguientes temas que deben ser afrontados por los responsables de
Disminuir el tiempo que involucra la producción de nuevos bienes.
alización masiva de productos y
• r redes de producción globales.
e procesos en los sistemas de producción existentes.
s, las normas éticas y las reglamentaciones gubernamentales.
a estrategia de operaciones en manufactura no puede desarrollarse en el vacío, debe estar
A
oposición a la ingeniería industrial o la investigación de operaciones, ya que observaron coincidencias de
problemas en todos los sistemas productivos, con lo cual consideraron a las operaciones de producción
como un sistema.
T
manufactura el gran avance fue la aplicación del sistema MRP al control de la producción. Este enfoque
reúne en un programa de PC todas las partes que intervienen en los productos complejos, permitiendo a
los responsables que planean la producción ajustar rápidamente los programas de producción y las
compras de inventario, para cumplir demandas cambiantes de los productos. Es obvio que la manipulación
masiva de datos requeridos para cambiar la programación de productos con miles de partes sería imposible
sin estos programas y sin la capacidad de las PC para ejecutarlos.
L
la producción. El principal avance en la filosofía de manufactura es la producción JIT, desarrollada por los
Japoneses, que consiste en una serie integrada de actividades diseñada para alcanzar un alto volumen de
producción utilizando inventarios mínimos de partes que llegan a la estación de trabajo justo a tiempo.
E
defectos de producción.
P
en la administración de operaciones (OM) para las próximas décadas.
A
administración de calidad total (TQM, Total Quality Management) que se generalizó en la década de los 90.
Hoy las normas de certificación ISO 9000, desempeñan un papel crucial en la fijación de normas de calidad
para el sector manufacturero global en particular, ya que muchas empresas europeas exigen a sus
proveedores el cumplimiento de estas normas como condición para la adjudicación de contratos.
L
que las empresas buscaran innovaciones importantes en sus procesos operacionales como la reingeniería
de procesos empresariales (BRP, Business Process Reengineerig). Este método busca efectuar cambios
revolucionarios en oposición a cambios evolucionarios propuestos por la TQM, observando con ojo
innovador lo que la organización está tratando de hacer en todos los procesos empresariales, y luego
eliminar los pasos que no agregan valor y automatiza los restantes para conseguir el resultado deseado.
C
la administración de operaciones OM:
•
• Desarrollar sistemas de producción flexibles para permitir la person
servicios.
Administra
• Desarrollar e integrar nuevas tecnologías d
• Obtener una alta calidad rápidamente y conservarla en una reestructuración.
• Administrar una fuerza laboral diversa.
• Adaptarse a las restricciones ambientale
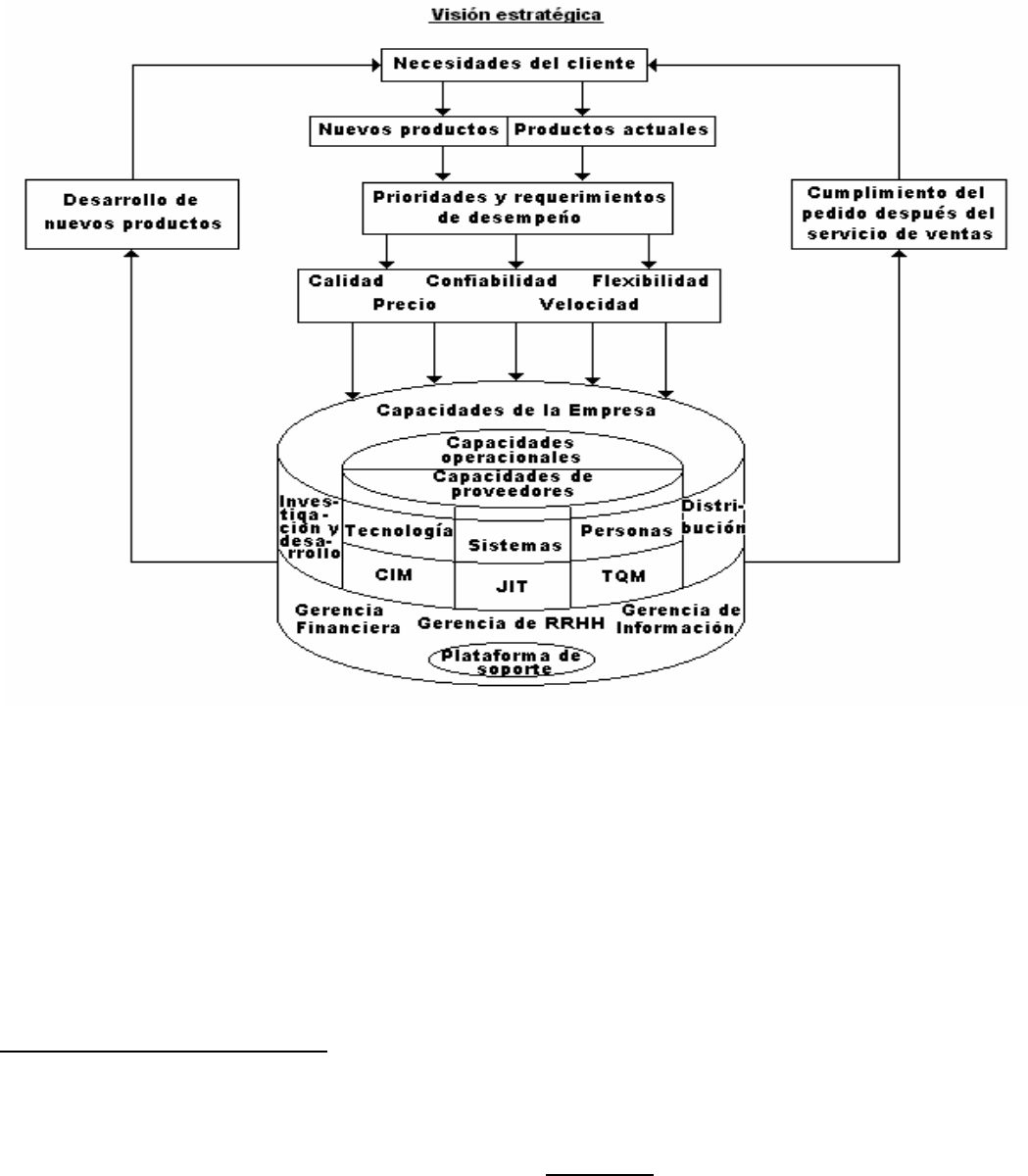
Un
verticalmente vinculada al cliente y horizontalmente a otras partes de la empresa.
5
El cuadro anterior muestra estas prioridades ligadas a un barril de capacidades empresariales, ya que las
operaciones no pueden satisfacer las necesidades del cliente sin la participación de las áreas de
investigación y desarrollo y distribución, y sin el apoyo directo o indirecto de los requerimientos de las
gerencias: financiera, de los recursos humanos y de la información.
Según los requerimientos de desempeño, cada división de operaciones utiliza sus capacidades para
satisfacer dichos requerimientos para obtener pedidos, como la tecnología (usando CIM) manufactura
integrada por computadora, los sistemas (usando JIT) y las personas (usando TQM). Se incluye además a
los proveedores en el barril de capacidades operacionales una vez que pasen las pruebas de certificación.
Entonces, prácticamente toda la capacidad operacional de una empresa está ahora sujeta a la decisión de
fabricar o comprar con el fin de lograr ser siempre los mejores y los mas rentables frente a las
competencias.
2 . Medición de la productividad
La productividad es una medida corriente de lo bien que se utilizan los recursos de un país, una industria o
una unidad empresarial, y en el sentido más amplio se la define con la siguiente expresión:
Productividad =
Producción
Insumos
Para aumentar la productividad se debe aumentar la relación entre producción e insumos, siendo esta una
medida relativa que para ser significativa tiene que compararse con algo. Las comparaciones pueden
hacerse de dos maneras, por ejemplo una compañía puede compararse con empresas similares en la
industria, o puede utilizar datos de la industria cuando éstos existen.
6
Otro método consiste en medir la productividad a lo largo del tiempo en la misma operación. En este caso,
se compararía la productividad de un período con la productividad de un período siguiente.
Si interesa la relación existente entre la producción y un solo insumo en particular, se tiene una medición
parcial de la productividad.
Si la relación es entre la producción y un grupo de insumos, resulta una medición multifactorial de la
productividad.
Si el deseo es expresar la relación entre toda la producción y todos los insumos involucrados, se tiene una
medición de factor total de la productividad.
Además para las mediciones parciales y multifactoriales no es necesario utilizar la producción total como
numerador. A veces es deseable crear medidas que representan a la productividad según se relaciona con
una producción particular que interese.
Este proceso de agregación y desagregación de medidas de productividad provee una forma de cambiar el
nivel del análisis para adaptarse a las diversas necesidades de mediciones y mejoramientos de la
productividad.
Ejemplos de mediciones de productividad:
Medición parcial :
Producción
ó Producción ó Producción ó Producción
Mano de obra Capital Materiales Energía
Medición multifactorial : Producción
ó Producción .
Mano de obra + Capital + Energía Mano de obra + Capital + Materiales
Medición total :
Producción
ó Bienes y servicios producidos
Insumos Todos los recursos utilizados
Ejemplo numérico de mediciones de productividad:
Producción.
1. Unidades terminadas.
2. Inventario en proceso.
3. Dividendos.
4. Bonos.
5. Otros ingresos.
Producción total
Insumos.
1. Humanos.
2. Materiales.
3. Capital.
4. Energía.
5. Otros gastos.
Insumos totales
$ 10.000
2.500
1.000
.
$ 13.500
$ 3.000
153
10.000
540
1.500
$ 15.193
Medición total:
Producción total
= 13.500 = 0,89
Insumos totales 15.193
Medición multifactorial:
Producción total .
= 13.500 = 4,28
Humano + Material 3.153
Mediciones parciales:
Producción total .
= 13.500 = 25
Energía 540
Unidades terminadas
= 10.000 = 18,52
Energía 540
Ejemplo de comparaciones:
Una empresa especializada en la fabricación de termotanques reunió los siguientes datos de producción e
insumos, y desea comparar la productividad total y parcial entre los años ´97 y ´98.
7
AÑO ´97 ´98
Producción Valor de venta de la producción. $22.000 $35.000
Insumos
Mano de obra
Materia prima y suministros
Depreciación de bienes de capital
Otros
10.000
8.000
700
2.200
15.000
12.500
1.200
4.800
Solución:
AÑO ´97 ´98
Productividades parciales
Mano de obra
Materias primas y suministros
2,20
2,75
2,33
2,80
Productividad total 1,05 1,04
3 . Modelo proyectivo:
Este modelo a sido desarrollado para ser utilizado en la formulación de proyecciones futuras basándose
en los acontecimientos pasados. Mediante el uso de herramientas matemáticas y estadísticas se han
desarrollado teorías del comportamiento futuro de las variables, en función del comportamiento pasado de
dichas variables.
Pero estas técnicas al ser utilizadas en la actividad profesional, no tienen una aplicación universal, ya que
la metodología proyectiva se acerca mas a ejercicios de adivinanza, salvo cuando estamos frente a
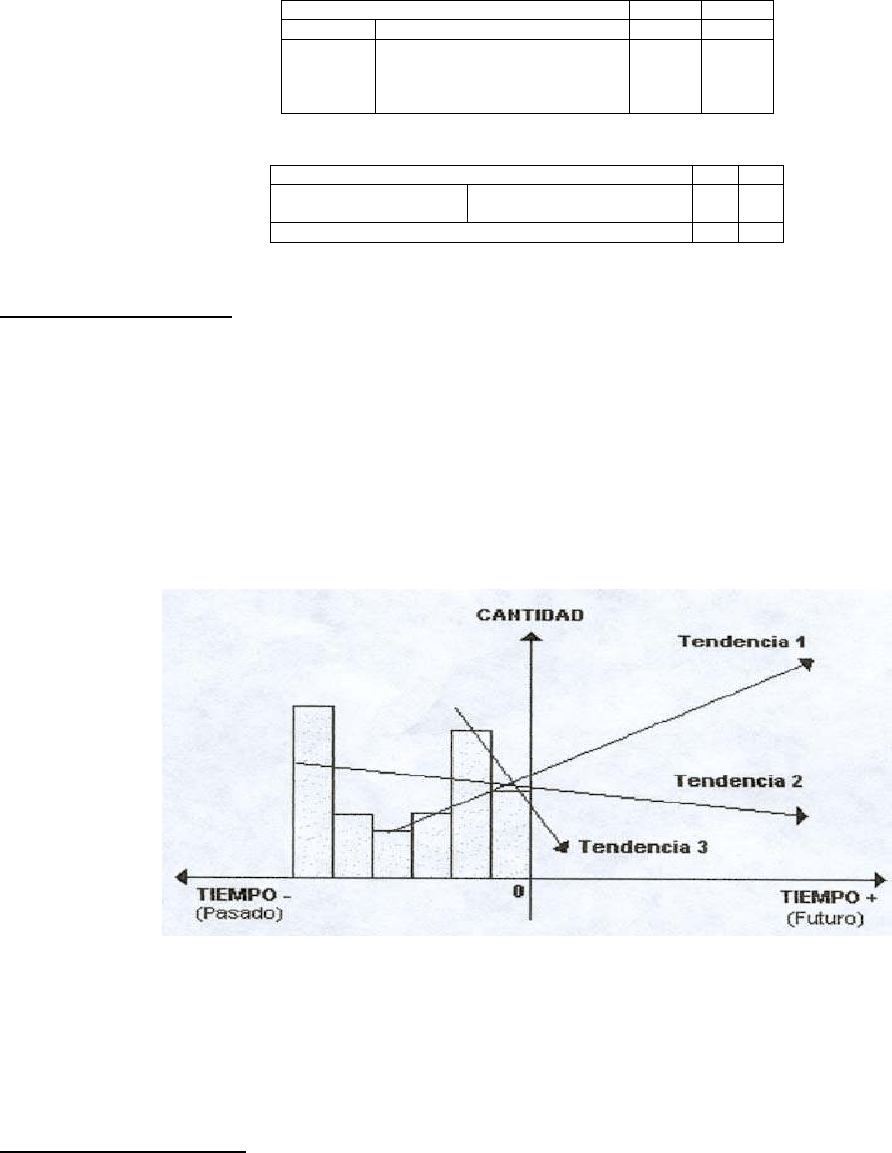
fenómenos con una gran estabilidad cíclica. En el siguiente gráfico se muestra un caso genérico en el que
se observan distintos métodos de proyección o tendencias.
De acuerdo a lo observado en este gráfico, estadísticamente podemos elaborar distintas proyecciones o
tendencias en base a la información histórica adoptada o elegida, pero la única tendencia correcta será
aquella que se confirme con los hechos reales una vez acontecidos.
Este modelo proyectivo puede ser una buena herramienta si es evaluado y realizado por expertos en esta
materia.
4 . Modelo prospectivo:
Para este modelo el presente es un estado transitorio entre el pasado y el futuro, y sirve solo para fijar
objetivos en el tiempo, sin explicar los pasos intermedios para su logro.
El futuro puede ser un futuro posible al ser vislumbrado en base a toda la información que podamos reunir
de los acontecimientos pasados, pero también puede ser un futuro deseable, y como tal concretarse en
una excelente expresión de deseos, siendo este un futuro voluntarista.
8
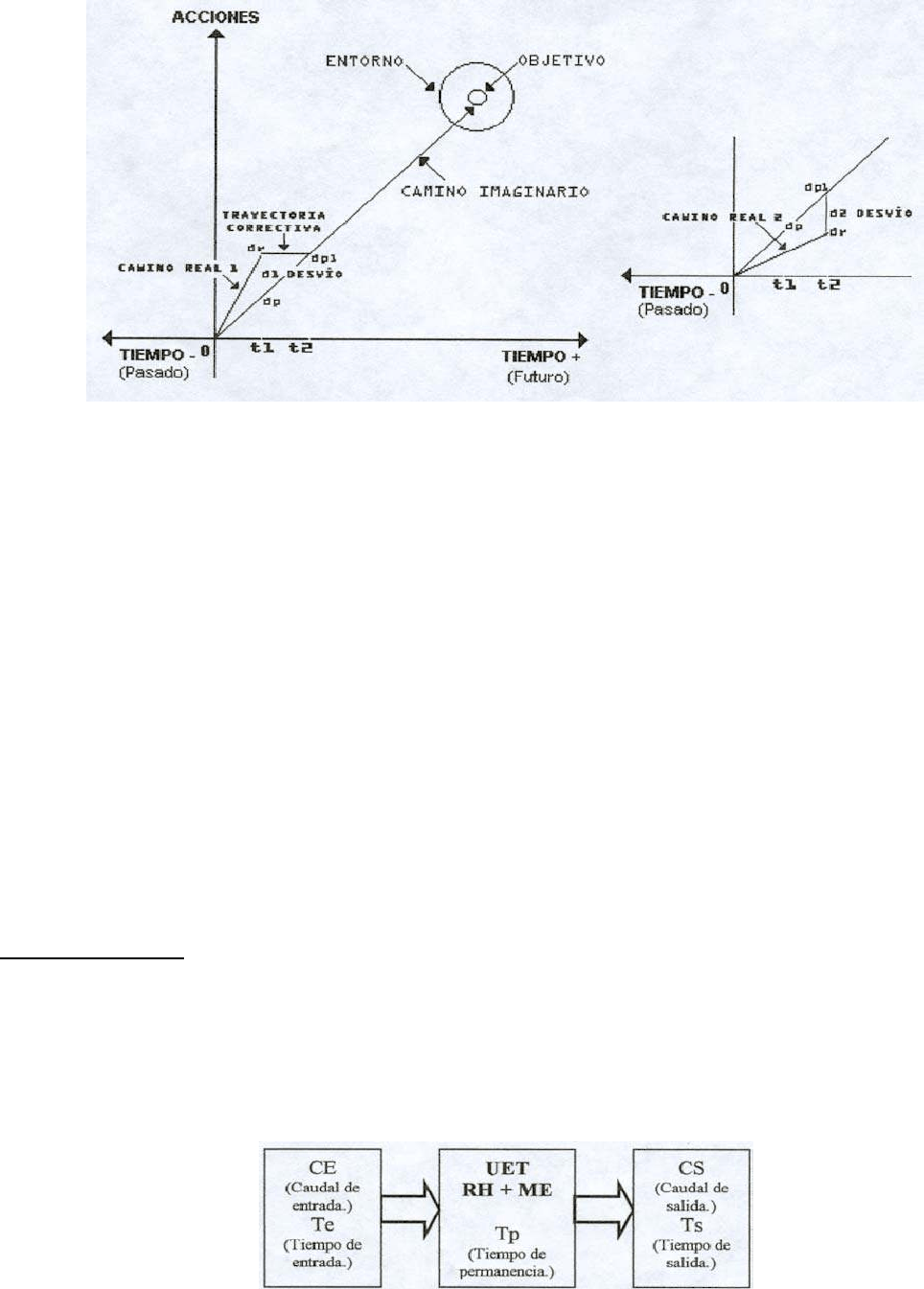
En este caso el objetivo no es un punto fijo en el tiempo y en el espacio, es en realidad variable por las
condiciones del entorno, y a partir del momento que se fija el objetivo futuro, debemos comenzar a trabajar
para alcanzarlo. El pasado no nos condiciona, nos enseña, y solo lo usamos como referencia.
A medida que transcurre el tiempo, trabajando para alcanzar el objetivo propuesto, tendremos una parte del
camino real, y tendremos cual es la posición relativa con respecto al imaginario.
En el primer caso mostrado, el desvío corresponde a una posición de incremento, si lo analizamos desde el
eje de ordenadas es un adelanto relativo. En el segundo caso mostrado, el desvío es un decremento con
respecto al eje de ordenadas. Pero en ambos casos el desvío depende del tiempo transcurrido.
En ambos casos el desvío depende del tiempo transcurrido para ser detectado, si ti es menor que t
1, el
desvío será menor, pero si ti es mayor que t1 el desvío será mayor. Es decir que todo desvío genera un
tiempo adicional tr, para llegar al punto de destino previsto dp, cuyo valor es:
tr = t2 – ti
Esto nos indica que es necesario disponer de la información en el menor tiempo posible desde que
acontecen las acciones, ya que al conocer nuestra posición, podemos corregir rápidamente los desvíos
para volver a nuestro camino imaginario.
5 . Vinculaciones :
El objetivo básico de la PPCP es el de optimizar la relación entre dos o mas sistemas laborales (SL), o
entre dos o mas unidades elementales de transformación (UET), con el fin de minimizar el tiempo de su
utilización. Podemos considerar que una planta industrial está constituida por una combinación de n UET,
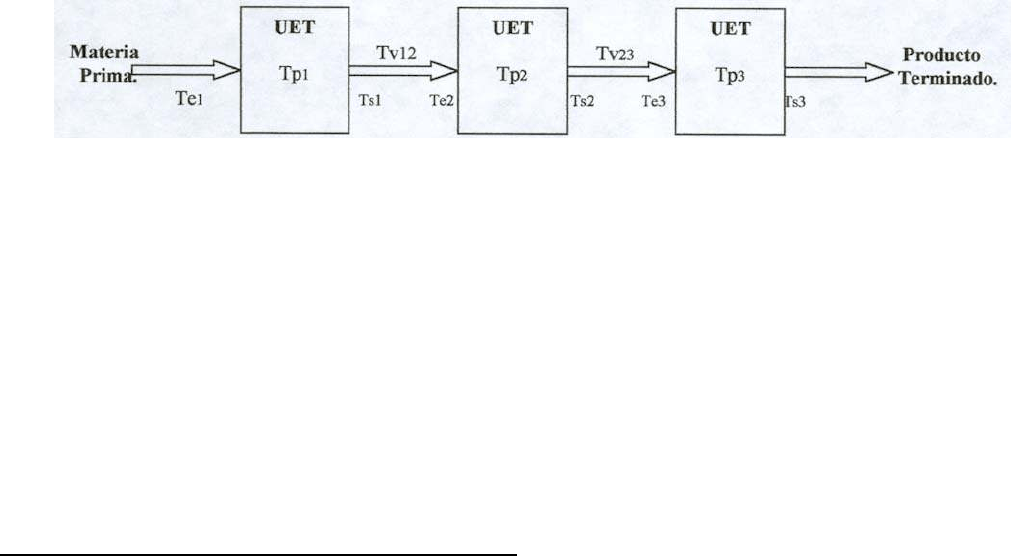
combinadas y vinculadas de distintas formas, como veremos mas adelante. Consideremos una UET y
veamos los parámetros que la representan
9
CE : Caudal de entrada. Está constituido por los recursos humanos RH y los materiales y/o materias
primas.
CS : Caudal de salida. Está constituido por los recursos humanos RH y los elementos o productos
elaborados o semi elaborados.
Te : Tiempo de entrada. Es el instante en que se produce la entrada de un material o materia prima, para
ser transformado
Ts : Tiempo de salida. Es el instante en que se produce la salida de un elemento o producto para ser
transformado en la siguiente UET.
Tp : Tiempo de permanencia. Es el tiempo durante el cual se produce la transformación física interna
correspondiente
Durante el transcurso del tiempo Tp, como ya dijimos, se produce la transformación interna del caudal de
entrada CE, en caudal de salida CS, siendo su valor el siguiente:
Tp = Ts - Te
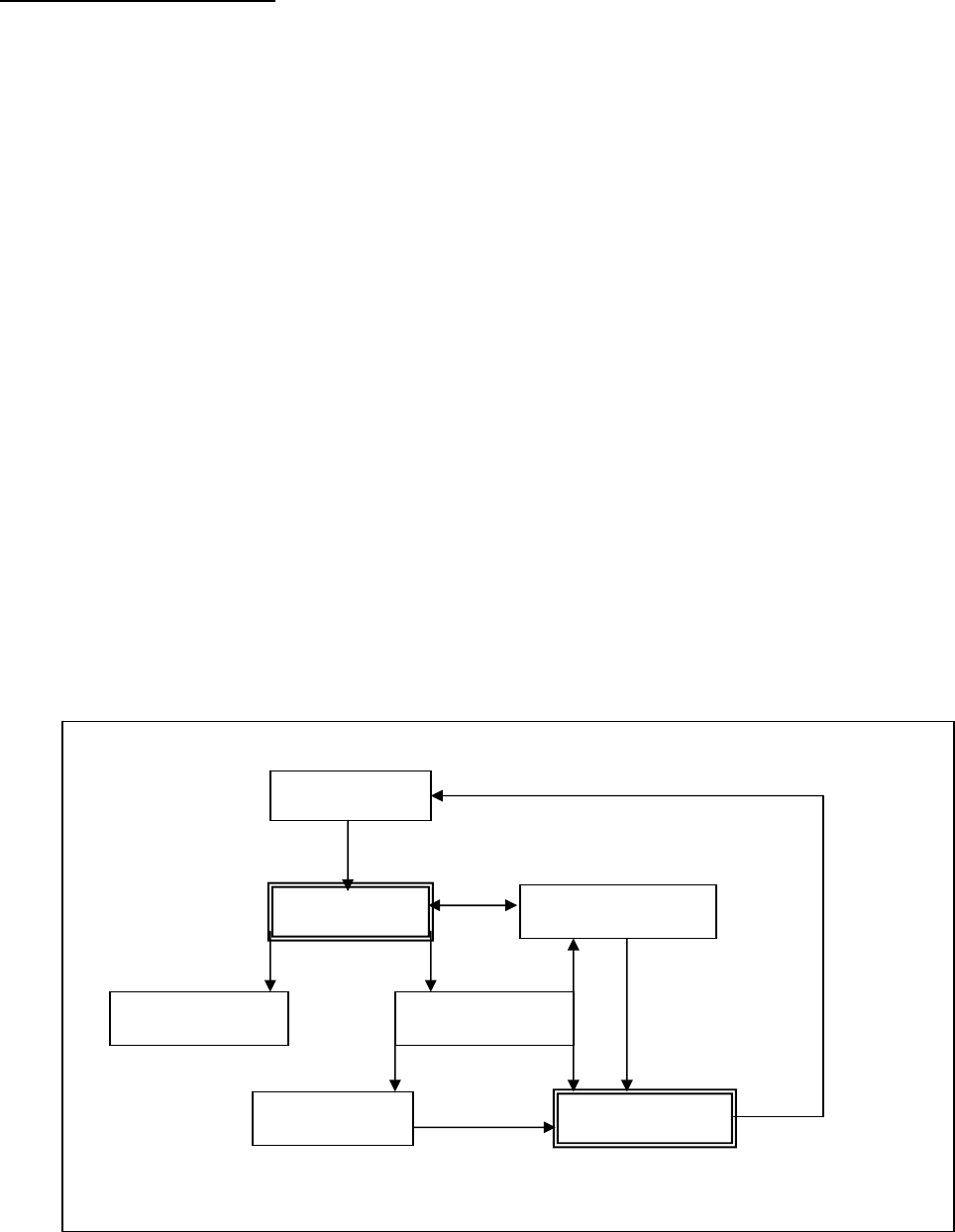
Analizando el comportamiento de dos UET vinculadas de cualquier forma, se podría definir un tiempo de
vinculación Tv, entre la UET
I y la UET2, que está dado por:
Tvl2 = Te2 – Ts1
Pero la magnitud del tiempo de vinculación Tv depende del tipo de vinculación establecida, por ejemplo
para el caso de una planta de proceso continuo (destilerías, cementeras, etc.), donde la vinculación es
física, el tiempo de vinculación Tv es cero, una vez iniciado el proceso.
En realidad el tiempo de vinculación Tv no tiene vinculación y depende de las circunstancias que se
presentan. Entonces decimos que dos o mas UET se encuentran vinculadas lógicamente cuando entre
ellas no existe ningún elemento mecánico que las una, o sea que poseen todos los grados de libertad para
establecer múltiples vinculaciones.
Del punto de vista de Ingeniería de Manufactura pueden utilizarse en todos los procesos que su tecnología
permita de acuerdo a los métodos de vinculación creados. Tal es el caso de plantas para la fabricación de
auto partes o electrodomésticos.
En la realidad existen actividades donde las vinculaciones son mixtas, y en ellas se observan ambos
tipos de vinculaciones, las físicas y las lógicas. Este ordenamiento define las características fundamentales
de la estructura de las plantas industriales.
6 . Análisis de los distintos casos de Producción:
Las características del producto elaborado por una empresa, define el tipo de tecnología de los medios de
elaboración (ME) que se tendrán que utilizar en la planta que lo ha de producir, pero además debemos
tener en cuenta de manera fundamental la modalidad de su comercialización.
En función de esta modalidad existen distintas formas de realizar la fabricación o producción, la que
además es función de las cantidades solicitadas, pudiendo realizar la siguiente clasificación:
10
• Producción sobre pedido
En este caso la fabricación se inicia a partir de la recepción del pedido, comenzando con la programación
de actividades y la fijación de los recursos físicos y humanos necesarios, y finaliza con la entrega y
conformidad del cliente.
Por la gran variedad de características de los productos y las correspondientes plantas productoras, la
programación por camino crítico (PERT) resulta la herramienta mas adecuada.
• Producción para stock
En este caso la fabricación se inicia con anterioridad a la recepción del pedido, pero con suma prudencia y
teniendo en cuenta los factores económicos del stock, la obsolescencia y deterioro del producto y otros
factores incidentes.
La PPCP se desarrolla en base a la evaluación de la evolución del mercado y la capacidad instalada
disponible. Para lo cual se requiere un profundo conocimiento del comportamiento del mercado para poder
definir correctamente la cantidad y oportunidad de iniciar la fabricación.
Esta metodología se utiliza con productos que requieren una inmediata disponibilidad por parte del cliente.
• Producción en base a la capacidad instalada
Al proyectar una planta su capacidad máxima queda definida, y es función de la cantidad y características
de los medios de elaboración (ME) en ella disponibles. Pero del punto de vista de la PPCP existen posibles
variantes en base a la metodología y los volúmenes a producir.
Cuando se trata de una planta que trabaja en forma continua, la producción es permanente durante los 3
turnos (o sea las 24 horas) y solo se detiene para efectuar reparaciones imprescindibles, este es el caso de
destilerías, acerías, plantas productoras de lácteos, etc.
Cuando se trata de una planta que trabaja total o parcialmente 3 turnos (o sea las 24 horas) realizando
lotes (batch) de un mismo producto, y solamente la planta se detiene para realizar cambios de lote o
eventuales reparaciones, tenemos un caso de producción intermitente, y es el caso de acerias, laminación
de metales, fabricación de pintura, etc.
• Producción en base a la tecnología instalada
Se trata de plantas con instalaciones que poseen una tecnología específica instalada, y que generalmente
reciben pedidos de trabajo con el suministro de materiales, en general semi elaborados por parte del
cliente.
Se tratan de producciones para terceros, en las que se llevan a cabo servicios de transformación, mediante
la realización de procesos o un conjunto de procesos específicos como:
• Tratamientos térmicos : temple y revenido, recocido, normalizado, cementado en baño de sales,
cementado en atmósfera gaseosa, carbonitrurado, fosfatizado, etc.
• Tratamientos superficiales: pintura, zincado, cadmiado, cobreado, cromado, niquelado, plateado,
dorado, anodizado, etc.
• Componentes metálicos fundidos: en tierra, en coquilla, schell-molding, a presión, etc.
• Otros componentes.
11
7 . Gestión de producción:
La Gestión de Producción se debe organizar fundamentalmente para satisfacer en tiempo y forma las
necesidades de los clientes, y su estructura como ya hemos visto, forma parte del Sistema Integrado de
Gestión (SIG) de la empresa.
Además en las empresas, existe siempre una estrecha relación entre las áreas Ventas y de Compras de
materiales productivos e insumos. Estas relaciones deben ser siempre coordinadas e integradas para que
todo se cumpla tal como lo ha solicitado el Cliente, optimizando así todos los recursos puestos en juego
para lograr dicho objetivo.
En una empresa o industria que trabaja para stock, el pedido realizado por un Cliente es satisfecho en
forma inmediata utilizando el stock de productos que dicha empresa posee en el depósito.
En este caso el Dto. de Ventas, que es quién recibe el pedido del Cliente, debe realizar la consulta del
stock existente, y luego de recibir la confirmación de su existencia en el depósito, emite el correspondiente
informe de entrega total de dicho pedido, actualizándose al mismo tiempo el stock del depósito.
Luego el Dto. de Facturación confeccionará el remito y la factura que a través del Dto. de Expedición
deberá acompañar al producto que se envía al Cliente.
Pero si el stock disponible satisface solo parcialmente el pedido del cliente, dicha situación debe ser puesta
a conocimiento del Cliente, para que éste decida si acepta una entrega parcial, o espera a que se le
entregue la totalidad de la cantidad por el solicitada.
En ambos casos, con o sin entrega parcial se deberá accionar la Gestión de Producción, y necesariamente
se deberá programar la producción correspondiente, consultando previamente con el stock de insumos,
que de no existir alguno de los elementos necesarios, se deberá iniciar la Gestión de Adquisición.
Pedido
Consulta de
existencias
Inf.
NO SI actualización
Producto Producto con
Remito/factura
Inf. Inf.
Remito/factura
CLIENTE.
Dto.
VENTAS
DEPÓSITO
Stock de productos
Dto.
PROGRAMACIÓN
Emisión de pedidos
de entrega.
Dto.
EXPEDICI
Ó
N.
Dto.
FACTURACIÓN
12
PRODUCTO con remito/factura
Consulta Pedido
Consulta de existencias
NO SI Inf. Producto
Consulta de existencias. (actualizado)
Remito e insumos Inf. Inf.
Inf.
Inf.
Inf.
PRODUCTOS
INSUMOS
CLIENTE
Dto.
VENTAS
DEPÓSITO
Stock de productos
Emisión del pedido
De entrega.
PROGRAMACIÓN
DEPÓSITO
Stock de insumos
Dto.
FACTURACIÓN
Dto.
EXPEDICIÓN
Solicitud de
Emisión de OF
Solicitud de
Emisión de OC
Dto.
COMPRAS
Dto.
PRODUCCIÓN
PROVEEDOR
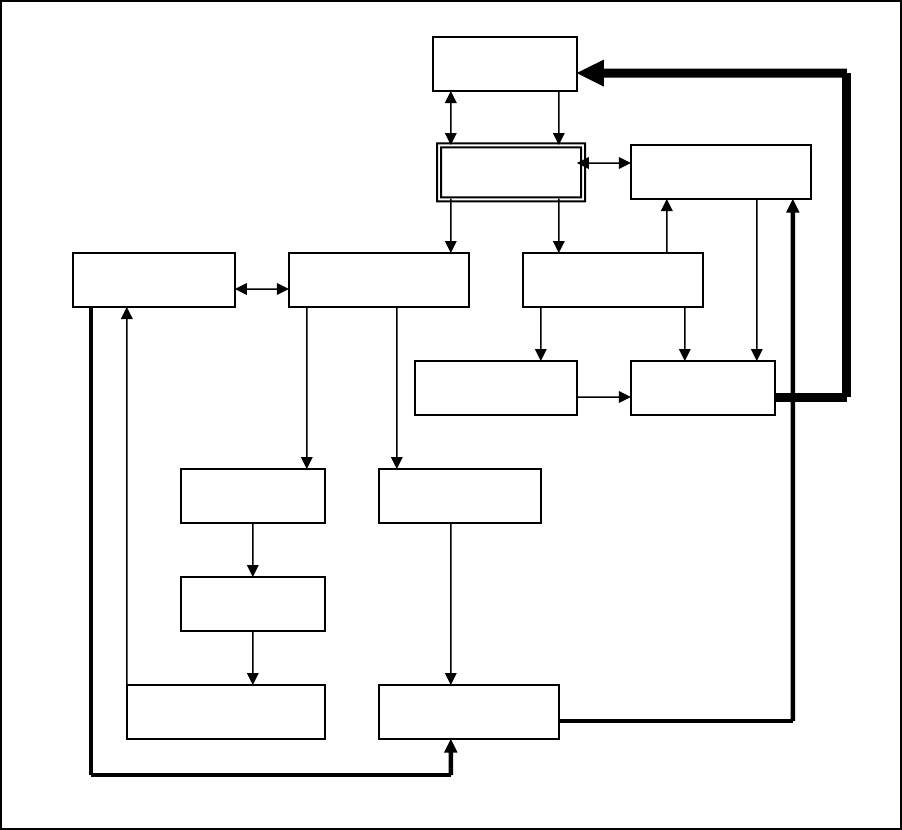
En la figura anterior se observa la mecánica a seguir cuando el stock existente no cubre cuantitativamente
las necesidades requeridas por el cliente. En este caso el Dto. de Programación, de acuerdo a lo solicitado
por el Dto. de Ventas, y luego de consultar el stock existente de los insumos necesarios, debe solicitar al
Dto. de Compras la emisión de las Ordenes de Compras, y al Dto. de Producción solicita la emisión de las
Ordenes de Fabricación, para poder así ejecutar la fabricación de los productos solicitados.
La Gestión de Producción deberá organizarse y adaptarse mejor y mas eficientemente a las variaciones
posibles de la demanda del mercado. Será mas compleja la organización de la Gestión de Producción
cuando:
• la demanda del producto pasa de un estado estable en el tiempo a un estado variable en el tiempo
• existe una gran variedad de productos
• la distribución arbórea del o los productos es mas compleja
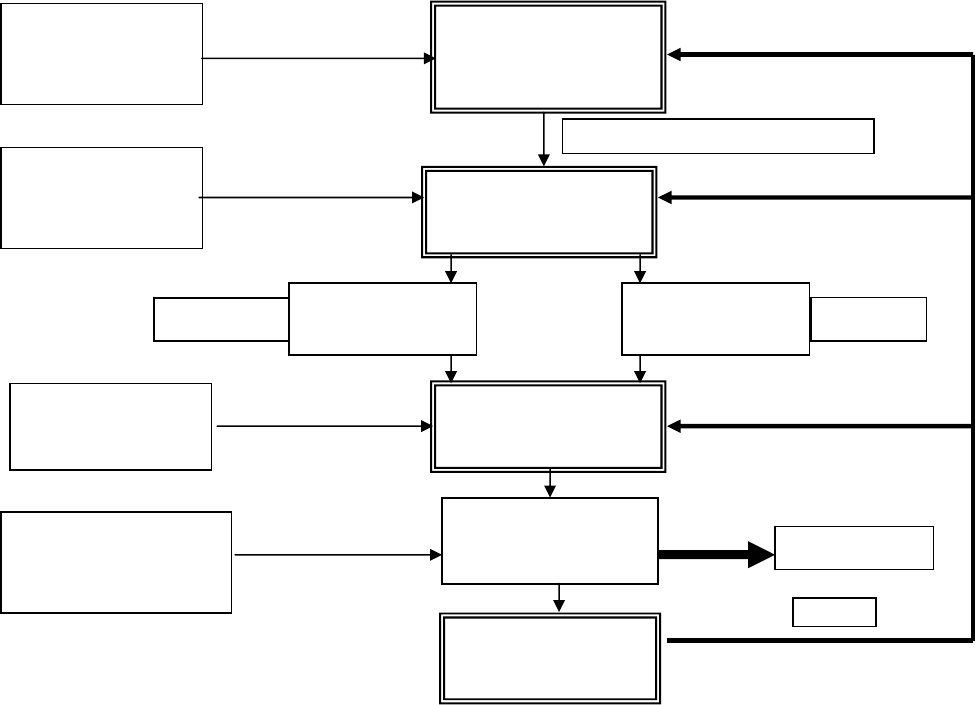
En el siguiente gráfico analizaremos la Gestión de Producción y las 4 actividades que se deben encarar
para lograr los objetivos, a saber:
• Planificación de la producción.
• Gestión de materiales e insumos.
• Programación de las actividades de producción.
• Control cuantitativo de la producción.
13
Informes Comerciales.
Política de la Empresa.
Datos Técnicos.
Capacidad Instalada.
PLANIFICACIÓN DE LA
PRODUCCIÓN
GESTIÓN
DE MATERIALES
E INSUMOS
ÓRDENES
DE
COMPRAS
ÓRDENES
DE
FABRICACIÓN
Lista de Componentes.
Lista de Procesos.
Políticas y Estados de
Stocks.
PROGRAMACIÓN
DE LAS ACTIVIDADES
DE PRODUCCIÓN
Procesos.
Disponibilidad.
Tecnología.
Proveedores
Recursos
PLANTA
Recursos Humanos.
Materiales y Materia Prima.
Instalaciones.
Información
.
PLAN MAESTRO DE PRODUCCIÓN
CONTROL
CUANTITATIVO
DE LA PRODUCCIÓN
INF
PRODUCTOS
Planificación de la producción:
En general la planificación de la producción se realiza por períodos anuales, que a su vez se subdividen en
períodos mensuales y hasta pueden ser subdivididos en semanales, de acuerdo a las características del
producto y la empresa. A este plan se lo denomina Plan Maestro de Producción.
Con el cumplimiento concreto de las sucesivas etapas de entrega de los productos a los Clientes, se
deberán realizar los ajustes necesarios a la planificación original, para dejar registrada su evolución, y
poder así comparar sus desviaciones respecto de lo convenido con los Clientes y además con lo
establecido originalmente en el Plan Maestro de Producción.
Cuando se tratan de productos fabricados en grandes series, y con pocos cambios en los mismos, la
programación es más simple y estable, lográndose con ello mayor eficiencia y productividad. Por tal motivo,
las empresas que desarrollan su actividad de acuerdo a esta modalidad, se oponen a los requerimientos
variables del mercado, ya que de hacerlo con mayor flexibilidad, su gestión de producción sería mas
compleja.

3.- U1 - PCP..pdf
 Estamos procesando este archivo...
Estamos procesando este archivo...
 Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.
Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.
Descargar
Estamos procesando este archivo...
Lamentablemente la previsualización de este archivo no está disponible. De todas maneras puedes descargarlo y ver si te es útil.